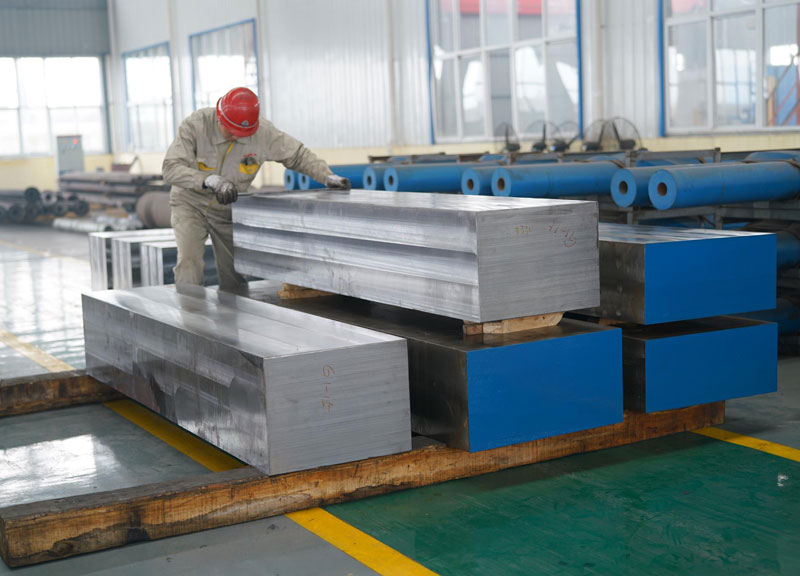
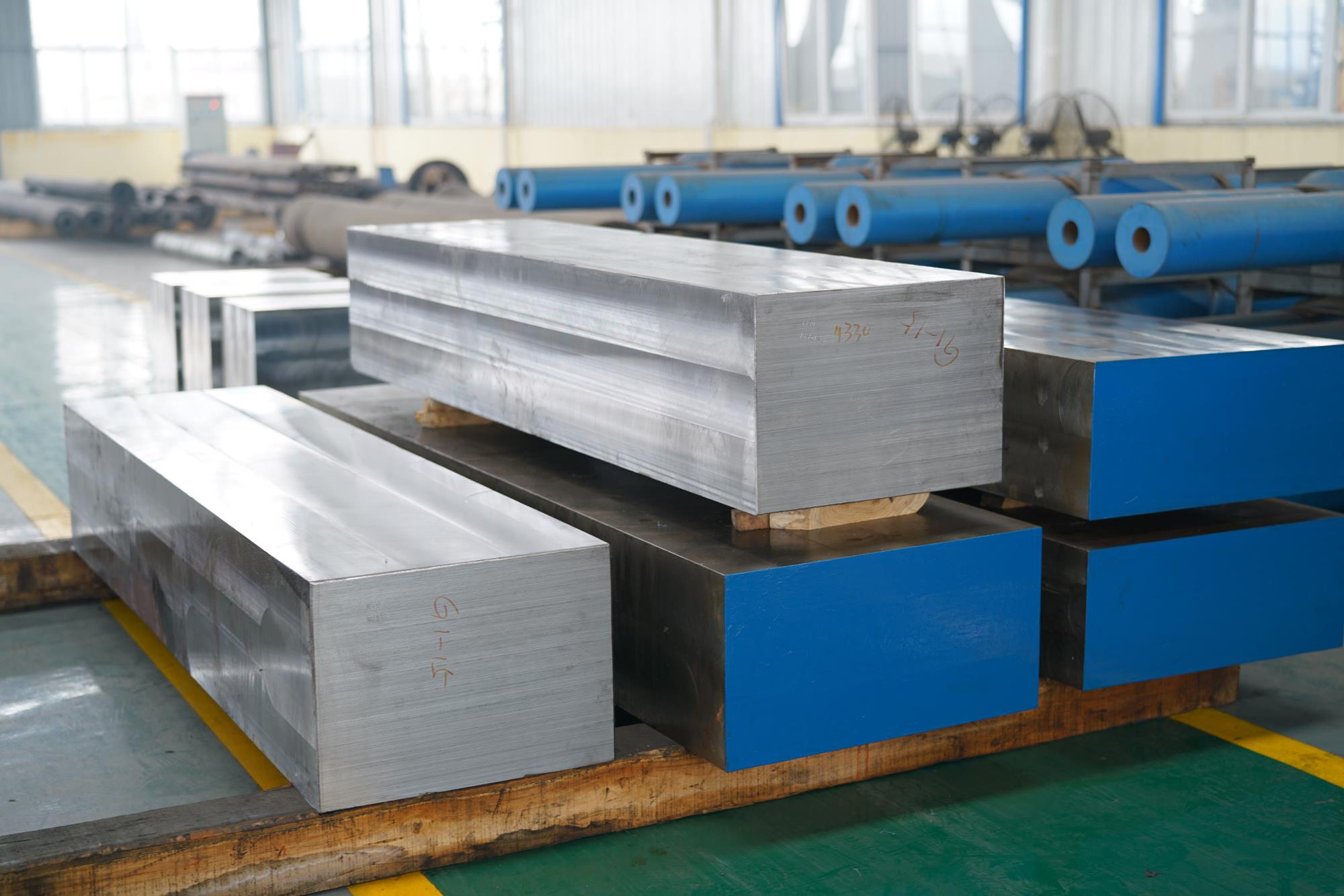
Кованая пресс-форма для штампованных блоков из стали
- HHF
- HENAN
- 45 ДНЕЙ
- 200 ПК в месяц
Сталь для штамповки кованых штампов может быть изготовлена по чертежам заказчика. А также наши технологи могут разработать чертежи для заказчиков.
Качество прежде всего - наш принцип. Наша национальная лаборатория уровня II может контролировать качество (проверка химического состава, проверка механических свойств, проверка твердости.
Химический состав и свойства стали для штампованных штампованных форм :
последовательность количество | Обозначение материала | Химический состав ( % ) | отжиг ТвердостьHB | Твердость отпуска HRC | |||||||||||
C | Si | Mn | Cr | Пн | п | S | Ni | V | С участием | К | |||||
1 | 5CrNiMo | 0,50–0,60 | ≤ 0,40 | 0,50–0,80 | 0,50–0,80 | 0,15-0,30 | ≤ 0,025 | ≤ 0,025 | 1,40–1,80 | / | ≤ 0,20 | / | 197-241 | 53-58 | |
2 | H13 | 0,32-0,45 | 0,80–1,20 | 0,20-0,50 | 4,75–5,50 | 1,10–1,75 | ≤ 0,025 | ≤ 0,025 | / | 0,80–1,20 | ≤ 0,20 | / | ≤ 235 | ≥ 60 | |
3 | D2 | 1,40–1,60 | 0,10-0,60 | 0,20-0,60 | 11,0-13,0 | 0,70–1,20 | ≤ 0,025 | ≤ 0,025 | / | 0,50–1,10 | ≤ 0,20 | / | ≤ 255 | ≥ 59 | |
4 | 718 | 0,32-0,40 | 0,20-0,80 | 1,00–1,50 | 1,70–2,00 | 0,25-0,40 | ≤ 0,025 | ≤ 0,025 | 0,85–1,15 | / | ≤ 0,20 | / | Предварительно закаленный 30-35 HRC Закаленный 35-40 HRC | ||
5 | 4Cr13 | 0,36-0,45 | ≤ 0,60 | ≤ 0,80 | 12,0-14,0 | / | ≤ 0,025 | ≤ 0,025 | / | / | ≤ 0,20 | / | ≤ 201 | ≥ 50 | |
6 | 4Cr16Mo | 0,33-0,43 | ≤ 1,00 | ≤ 1,00 | 15,0-17,0 | 1,00–1,30 | ≤ 0,025 | ≤ 0,025 | / | / | ≤ 0,20 | / | ≤ 250 | ≥ 49 | |
7 | НАК 80 | 0,05-0,18 | 0,15–1,00 | 1.0-2.0 | 0,20-0,40 | 0,20-0,40 | ≤ 0,025 | ≤ 0,025 | 2.30–3.50 | / | 0,70–1,50 | 0,50–1,50 | 37-43HRC | Тяжелое старение Без закалки | |
8 | XFP 80 | 0,12 | - | 1,80 | - | 0,30 | ≤ 0,025 | ≤ 0,025 | 3.0 | / | 1.0 | 1.0 | 37-43HRC | Тяжелое старение Без закалки | |
Технические требования к штамповой стали
1. Допустимое отклонение химического состава стали должно соответствовать требованиям GB222-84. В контракте оговаривается способ плавки электропечь + вакуумное рафинирование или вакуумное рафинирование + электрошлаковый переплав.
2. Сталь штампа соответствует стандарту GB / T6402-1991 для ультразвуковой дефектоскопии, и в результате не должно быть плотных дефектов, превышающих эквивалентный диаметр Ø2 мм. Допускается единичный рассеянный металлургический дефект, из которых допускается не более 3-х эквивалентных диаметров Ø2-3 мм и только одного эквивалентного диаметра Ø3-4.



Обычно это до 3 дней. Нам необходимо понимать ваши требования и критические размеры. ...more